Tooling Engineering · Carbide Products, Inc.
Carbide Punch & Die Tooling:
Specifying for Service Life,
Not Just First Cost
Grade selection, geometry, and tolerance discipline are the variables that separate tooling that runs a million cycles from tooling that fails at fifty thousand.
Every stamping engineer has a story about tooling that didn't make it. The punch cracked at the corner radius on the third day of production. The die insert chipped on a burr the setup missed. The first-article parts looked perfect, and by ten thousand cycles the feature had drifted outside tolerance. These aren't failures of machining skill — they're usually failures of specification. The wrong material, the wrong geometry, or an inadequate tolerance on a feature that had to hold under real production conditions.
Carbide punch and die tooling is not immune to these failures, but it changes the math significantly. When specified correctly — right grade, right geometry, tolerances that reflect the actual demands of the application — carbide tooling routinely achieves ten to forty times the service life of equivalent tool steel tooling in high-cycle stamping environments. When specified incorrectly, carbide's brittleness makes failures faster and more dramatic than anything tool steel would have produced.
This post covers how to get the specification right.
Why Carbide in High-Cycle Stamping
Tungsten carbide's advantages in punch and die applications are well established: hardness in the range of 1,400–1,800 HV (compared to roughly 740–900 HV for the best tool steels), exceptional wear resistance, and the ability to hold a sharp cutting edge through far more cycles than any metallic alloy. In high-volume stamping — blanking, piercing, fine blanking, progressive die work — these properties translate directly into longer runs between regrind, fewer die changes, and lower cost per stamped part.
The tradeoff is toughness. Carbide is stiffer and more brittle than tool steel. It does not deflect gracefully under overload — it fractures. This means carbide tooling demands more from the press setup, the die clearance, and the part geometry specification than equivalent tool steel tooling would. The engineering work done before the tool is made determines whether carbide's advantages are realized or its brittleness shows up in production.
A useful framing: in a well-specified carbide punch and die application, the tooling should outlast every other consumable in the die. If you're replacing punches before you're replacing the die block, shims, lifters, or die shoe, the tooling specification is worth revisiting.
Grade Selection: The Foundation of the Specification
Tungsten carbide tooling is not a single material. Grades vary primarily by cobalt binder content and WC grain size, and these two variables drive a direct tradeoff between hardness and toughness. Understanding where your application sits on this tradeoff is the most consequential decision in the specification process.
Low Cobalt (3–8% Co) — High Hardness Grades
Fine grain, very high hardness (1,600–1,800 HV). Best choice for fine blanking and precision piercing of thin, soft materials where cutting edge retention is the primary requirement. Limited toughness — not appropriate for applications with shock loading, interrupted cuts, or misalignment risk. Chipping and fracture are the failure modes when these grades are used outside their design envelope.
Medium Cobalt (10–15% Co) — General Purpose Grades
The workhorse of carbide punch and die tooling. This range provides the best balance of wear resistance and toughness for most stamping applications: medium-gauge sheet metal, stainless steel blanking, and progressive die work where punches may see some lateral load. Most custom carbide punch and die work is specified in this range.
High Cobalt (16–25% Co) — Tough Grades
Lower hardness but substantially improved impact and fracture resistance. Appropriate for heavy blanking of thick or high-strength material, applications with significant shock loading, or geometries — long slender punches, thin webs — where brittleness failure is a primary concern. Also used in forming applications where the tool needs to absorb deformation energy without fracturing.
CPI works with customers to match grade selection to the documented demands of the application: material thickness, tensile strength, press speed, punch geometry, and expected cycle count. There is no universal right answer, and a grade that performs well in one application will fail in another that looks similar on paper.
Geometry: Where Most Carbide Punch Failures Begin
Carbide's brittleness concentrates stress at geometric discontinuities. This is not a design flaw to be worked around — it's a physical property to be designed for. The geometry of a carbide punch or die insert must be specified with this in mind.
Corner radii are the most common failure point. Internal corners — any place where two surfaces meet at an angle — are stress concentration sites. In carbide tooling, an internal corner with no specified radius is not just a drafting convention, it's a crack initiation site. Most carbide punch geometries require a minimum corner radius on the print. What that radius should be depends on the cobalt grade, the cross-section geometry, and the load environment — but zero is almost never the right answer, regardless of what the stamped part geometry would otherwise call for.
A key specification question that customers often don't think to ask: what is the corner radius on the punch shank where it transitions to the cutting head? If this transition is a sharp step, it's a fracture site under bending load. A blended radius here — even a small one — significantly improves punch life in applications where the punch sees any lateral force during the cut.
Land and clearance specifications also matter more with carbide than with tool steel. The die clearance — the gap between punch OD and die bore — must be tightly controlled. Insufficient clearance increases lateral loading on the punch during cutting, concentrating bending stress in the shank. Excessive clearance produces a drawn edge rather than a sheared edge, causes the punch to seek the center of the die bore on each stroke (introducing fatigue loading), and degrades part quality. The correct clearance for a given application depends on material thickness, tensile strength, and the type of cut — and it should be specified on the die drawing, not left to the die shop's default practice.
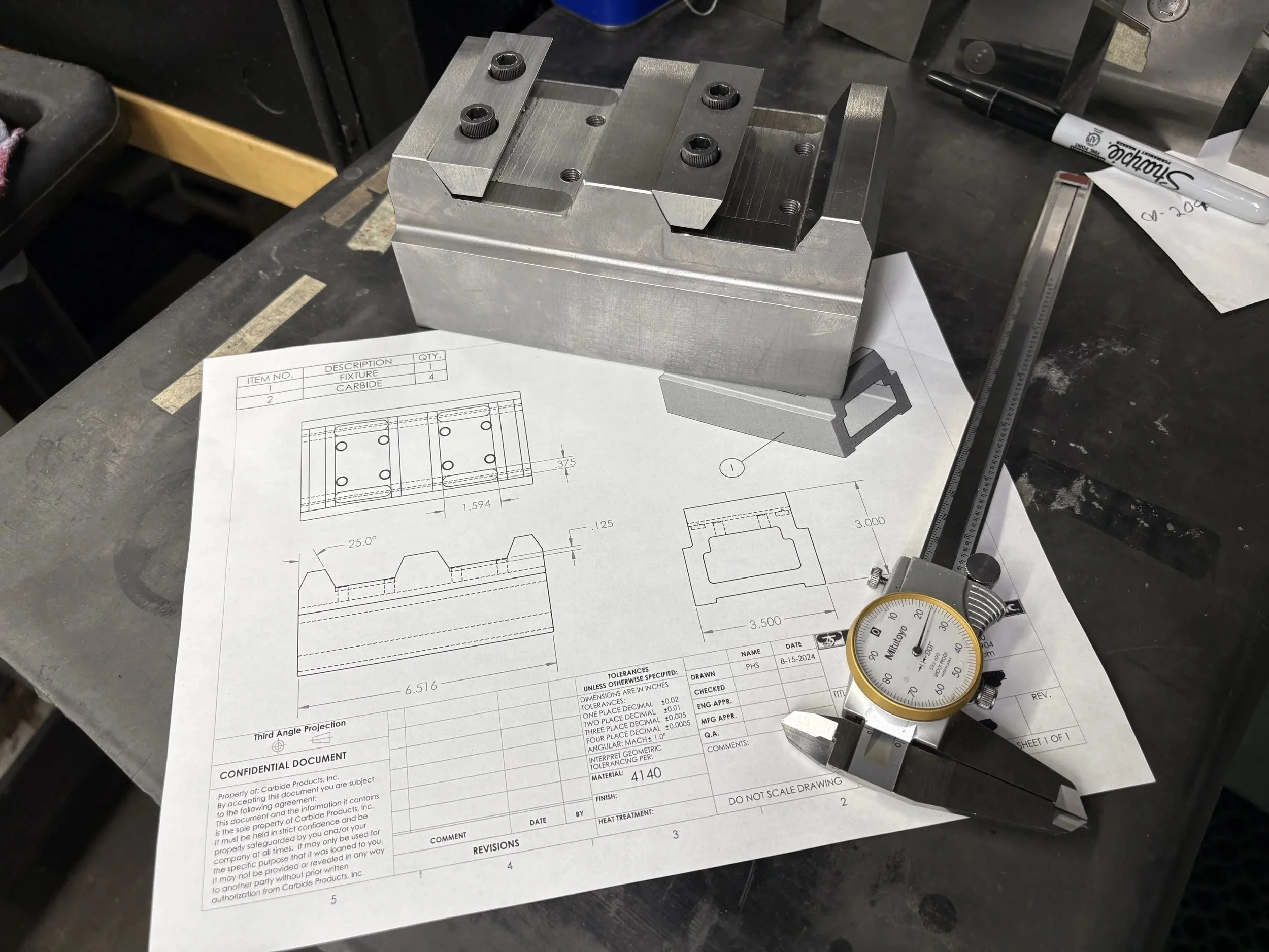
Tolerancing Carbide Punch and Die Sets
Carbide punch and die tooling is typically ground to close tolerances — surface ground for flatness and thickness, OD ground for punch diameter, and ID ground or wire EDM'd for die aperture. The tolerances achievable in carbide grinding are tight: ±0.0001" on diameter, ±0.0001" on flatness, surface finish below Ra 16 µin as a practical standard.
The question is which dimensions require that precision, and which don't. Over-specifying tolerances on features that don't functionally require them drives cost without improving performance. Under-specifying on features that do matter — punch-to-die clearance, flatness of the seating surface, perpendicularity of the punch OD to the shank face — produces tooling that performs poorly regardless of how well it was manufactured.
Tolerance callouts that are commonly under-specified on carbide punch and die prints:
Perpendicularity of the Cutting Face to the Punch Axis
If this relationship is not called out, each supplier will hold whatever their equipment produces by default. A punch that is slightly out-of-square to its axis produces an uneven cut and applies lateral load at a consistent clocking position every stroke — exactly the fatigue loading pattern that causes early shank fractures.
Flatness of the Die Seating Surface
A die insert that rocks on its seat — even a few tenths — concentrates load at the high point on every stroke. This is a common contributor to edge chipping on carbide die inserts in progressive die applications where the die block sees repeated impact.
Surface Finish on the Cutting OD
Carbide's hardness means surface finish on the cutting OD is a wear and friction specification, not just cosmetic. A poorly finished punch OD increases friction during the cut, adds lateral loading during extraction, and can gall against the die bore in tight-clearance applications. Ra 16 µin or better is the practical standard for carbide punch ODs in stamping applications.
What CPI Brings to Carbide Punch and Die Work
CPI has been manufacturing precision carbide components to customer print for over 80 years. Our punch and die tooling work is not catalog-based — every component is manufactured to the dimensions, grade, and surface finish specified on the customer's print, with the process experience to flag when a specification is likely to cause problems before the tool is made.
Our process combines CNC grinding, surface grinding, and wire EDM for profiles that require it, with CMM inspection on critical dimensions. We work in the full range of WC-Co grades and can advise on grade selection for customers developing a new application or respecifying existing tooling that's underperforming.
If you're sourcing carbide punch and die tooling for a new program, dealing with premature tool failures in an existing application, or transitioning from tool steel to carbide and want to understand what changes in the specification — send us your print and we'll take a look.
Get a Quote From CPI
Have a Punch or Die Application
That Needs Precision Carbide?
Send us your print and we'll put a quote together. Custom carbide punch and die tooling — to your specification, made in Georgetown, KY.
Request a Quote